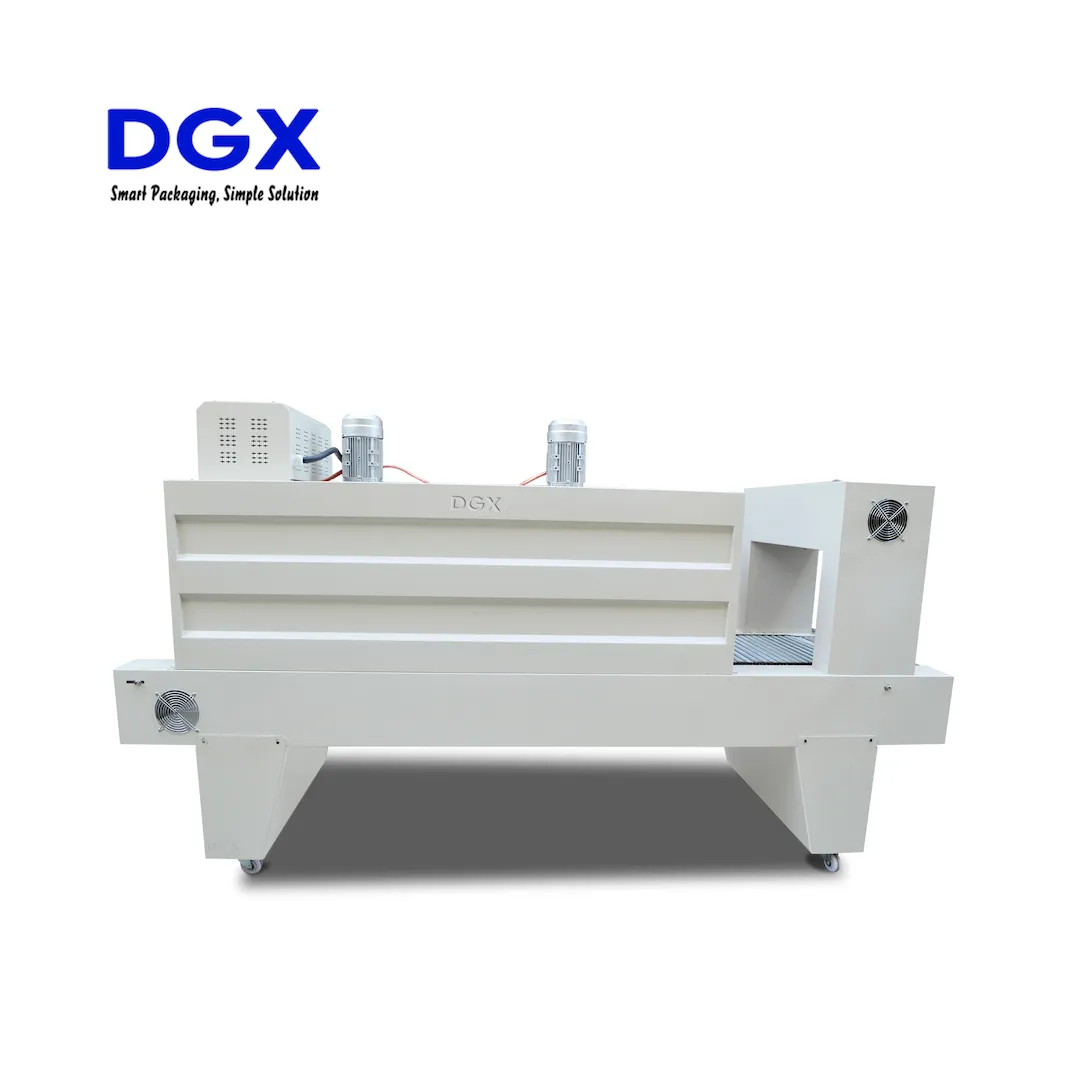














Digital temperature control with intuitive parameter setting enables one-touch operation, streamlining workflow management while ensuring consistently efficient output and user-friendly performance.
Stainless steel heating elements provide continuous thermal output, automatically activating below set temperature and shutting off when reached to ensure consistency while minimizing energy consumption.

Engineered to deliver substantial load capacity and exceptionally smooth conveyance, this motor guarantees stable operation under heavy-duty conditions with minimal vibration or speed fluctuation.

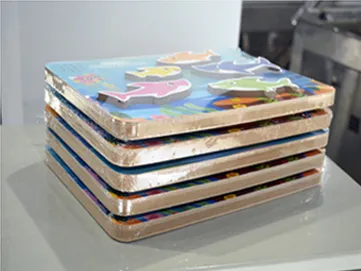
Stable metal tubular heaters combined with internal hot air circulation guarantee uniform heat distribution across various shrink films, resulting in professional and aesthetically pleasing packaging finishes.

Its smooth-transfer design enhances packaging presentation while maintaining reliable performance that effectively boosts operational efficiency across diverse production environments.

Dual heavy-duty fans deliver powerful airflow for rapid heating and uniform shrinkage, ensuring aesthetically consistent results across various packaging materials and product geometries.